
Vom Kupferdraht zum fertigen Anschlusskabel
Einblicke in die moderne Kabelproduktion
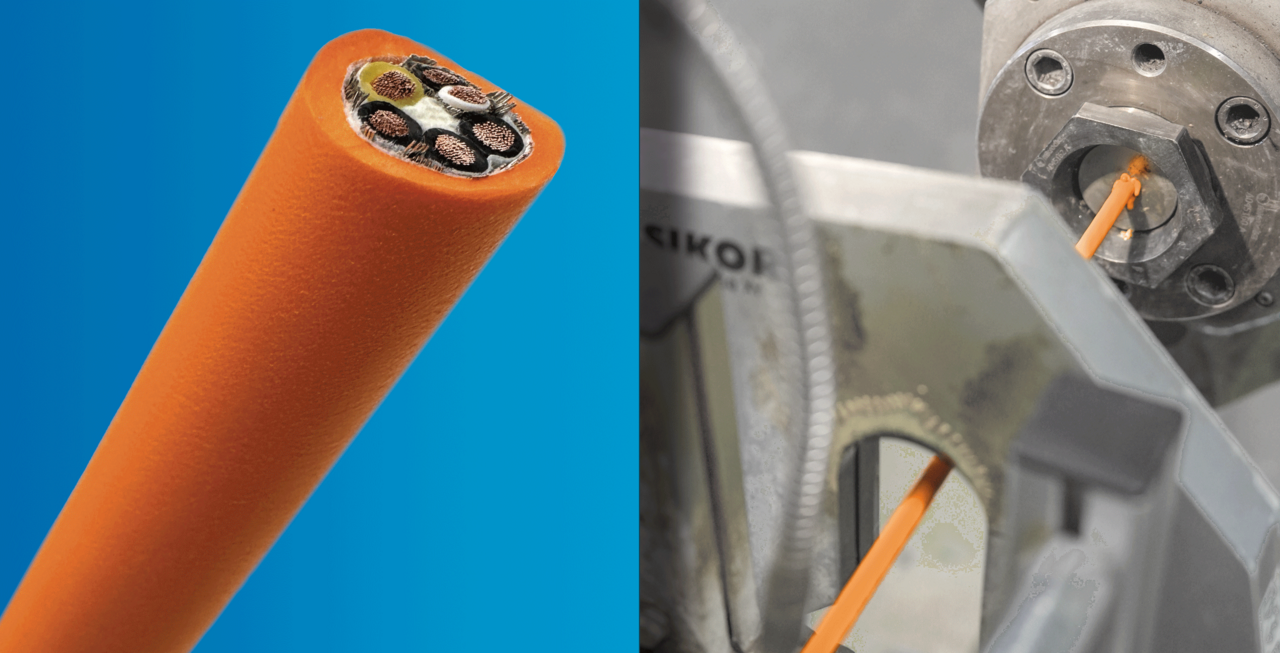
Die Herstellung hochwertiger Spezialkabel ist ein präziser, mehrstufiger Prozess, bei dem modernste Maschinen, langjährige Erfahrung und höchste Materialqualität zusammenwirken. Vom ersten Ziehen feinster Kupferdrähte über die Isolation und Verseilung bis hin zur Mantelextrusion und finalen Konfektion entsteht Schritt für Schritt eine zuverlässige Leitung, die exakt auf ihre spätere Anwendung abgestimmt ist. Der folgende Überblick zeigt anschaulich, wie aus verschiedenen Vormaterialien ein technisch anspruchsvolles Kabel wird – robust, leistungsfähig und bereit für den Einsatz in Industrie, Maschinenbau oder anspruchsvollen Sonderapplikationen.
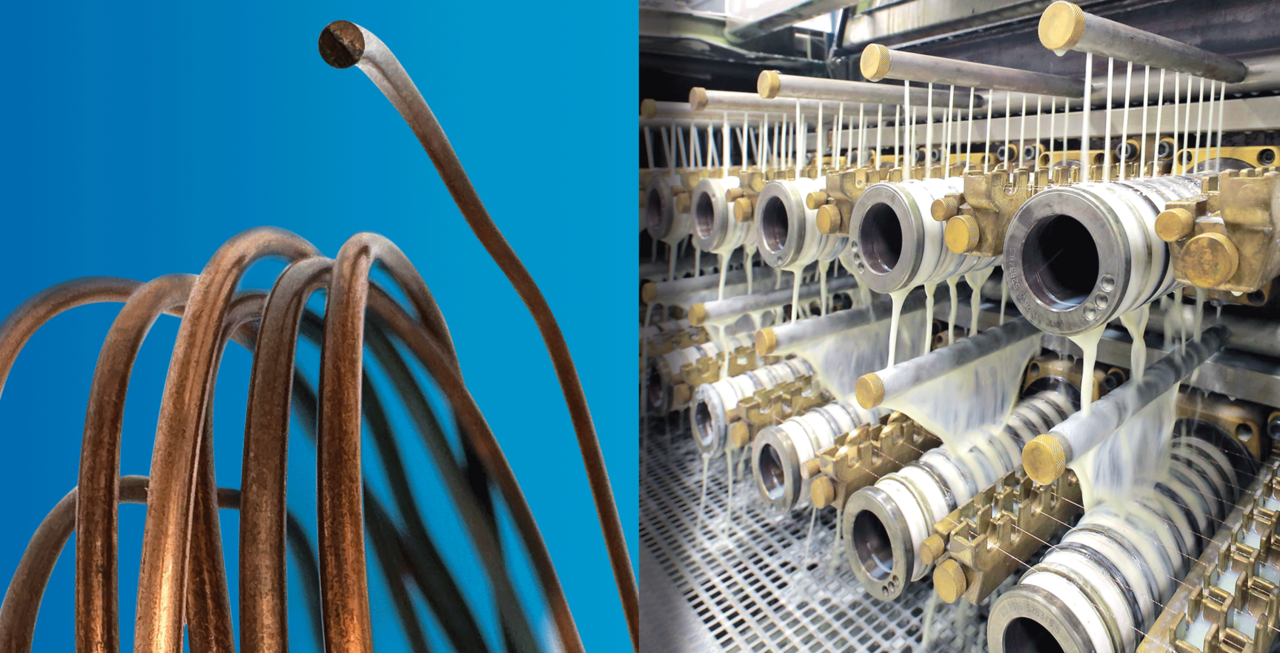
1 Drahtzug – Vom Vormaterial zum feinen Leiterdraht
Bevor ein Kabel entstehen kann, wird Kupfer durch mehrere hochpräzise Ziehsteine gezogen, die aus besonders widerstandsfähigem Material wie Natur- oder Industriediamant bestehen. Durch das stufenweise Reduzieren des Durchmessers werden extrem feine Drähte gewonnen. Dabei wird der Draht in bis zu 31 Ziehstufen von etwa 1,8 mm auf bis zu 0,10 mm Durchmesser reduziert. Eine Kühl- und Schmieremulsion schützt den Draht während des Ziehvorgangs, während ein anschließendes Rekristallisationsglühen die Flexibilität wiederherstellt. So entstehen feinste Einzeldrähte – die Grundlage aller flexiblen Leitungen.
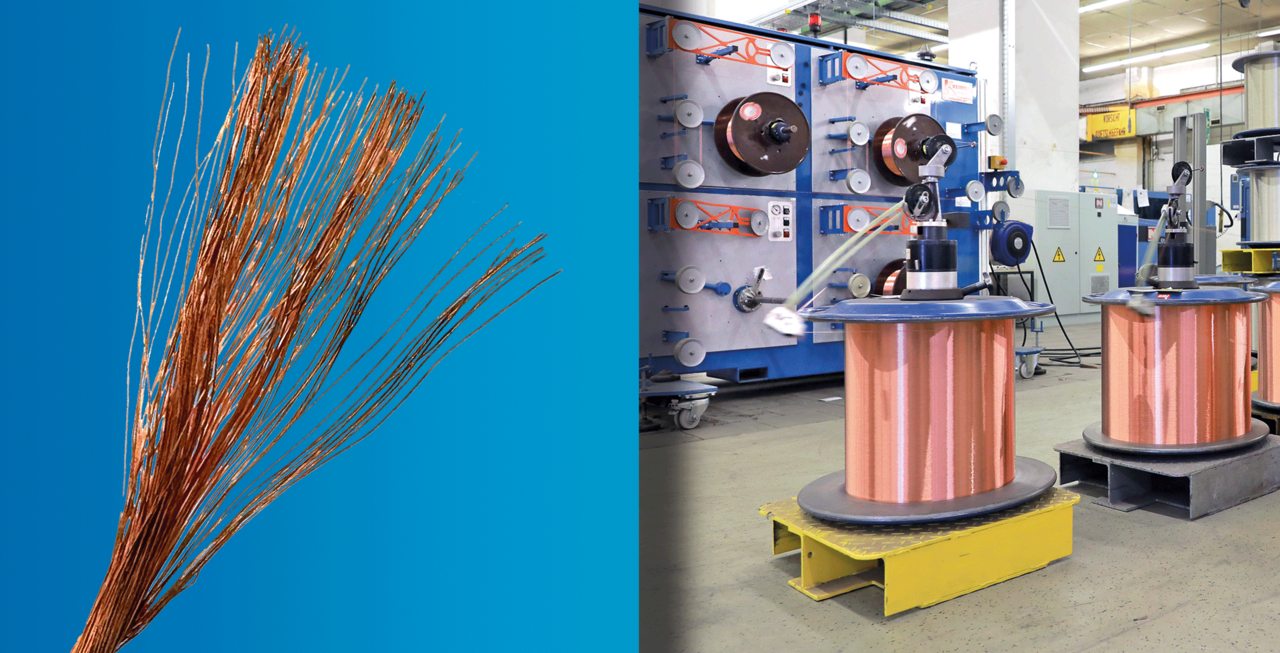
2 Verlitzen – Aus Einzeldrähten wird ein flexibler Leiter
Um bewegliche oder belastbare Leitungen herzustellen, werden mehrere Einzeldrähte zu Litzen verseilt. Besonders verbreitet ist der konzentrische Aufbau: Ein zentraler Draht wird in mehreren Lagen gleichmäßig umwickelt. Die Schlaglänge und der Drahtdurchmesser bestimmen, wie flexibel die Litze später ist. Durch das Zusammenfügen vieler feiner Drähte entsteht ein größerer Leiterquerschnitt – und damit die Fähigkeit, höhere elektrische Leistungen zu übertragen. Je nach Anwendung kann ein solcher Litzenleiter aus hunderten bis tausenden Einzeldrähten bestehen.
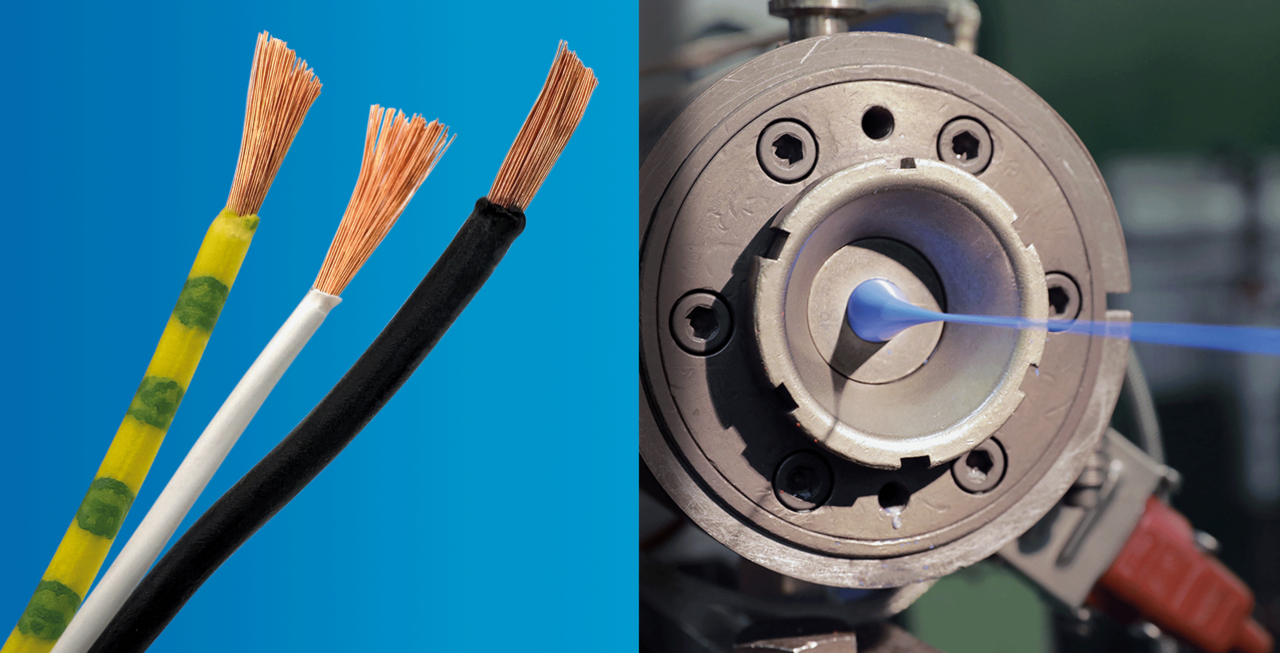
3 Aderisolation – Schutz und elektrische Trennung
In diesem Produktionsbereich werden vorgeheizte elektrische Leiter mit Kunststoffen isoliert. Dazu wird ein passender Thermoplast – z. B. PVC, PE, PP oder XLPE – als Granulat in den Extruder gefördert, mit einem Farbbatch eingefärbt, aufgeschmolzen und gleichmäßig um den Leiter aufgetragen. Die Ader wird anschließend im Wasserbad auf ca. 20°C abgekühlt und erhält so ihre mechanische Stabilität. Farben oder Nummern dienen der sicheren Identifikation In der fertigen Leitung. Nachdem die Ader diverse Kontrollgeräte passiert hat wird sie auf Spulen aufgewickelt.
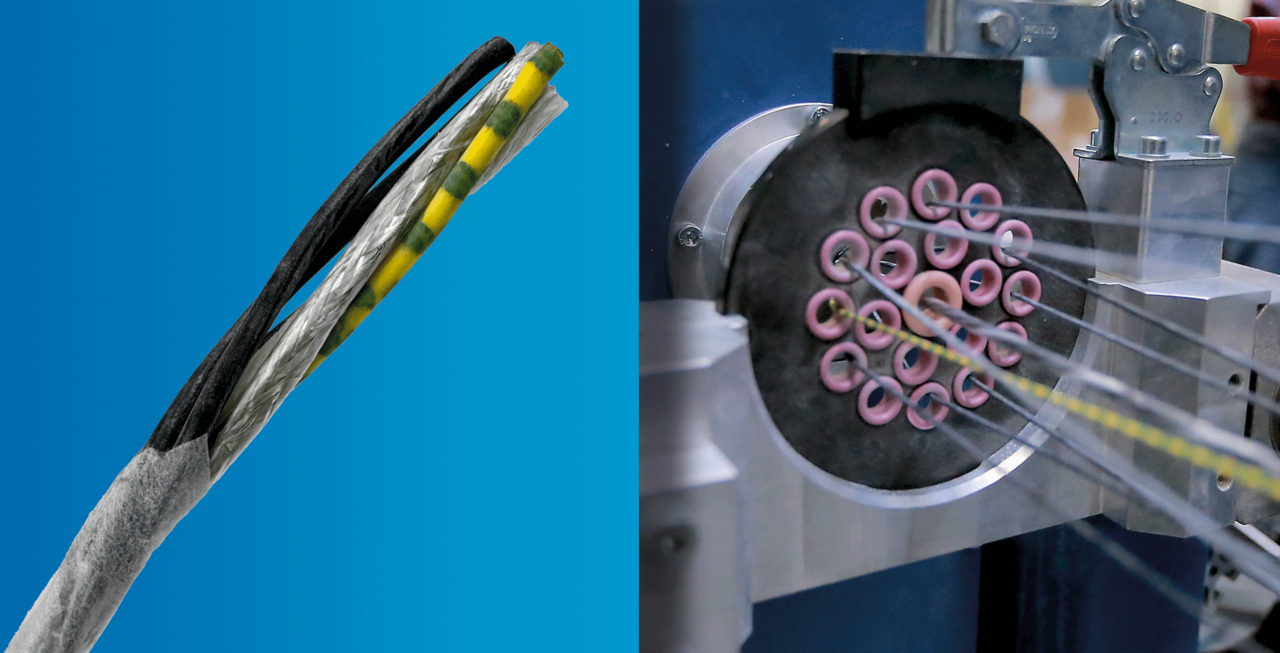
4 Verseilung – Der Aufbau mehradriger Kabel
Die Adern werden nun zu mehradrigen Leitungen zusammengeführt und in definierten Schlaglängen verseilt, um elektrische und mechanische Eigenschaften zu optimieren. Für Bewegungsanwendungen, z. B. in Schleppketten, wird häufig ein spezielles Verseilverfahren mit Rückdrehung angewendet, das Torsionskräfte im Kabel reduziert. Füllelemente sorgen für eine stabile Rundgeometrie.

5 Geflechte und Umlegungen – Schutz und Abschirmung
Um Leitungen oder die Umgebung gegen elektrische Einflüsse zu schützen, wird die Leitung über ein Geflecht abgeschirmt. Teilweise wird ein Geflecht auch genutzt, um die Leitung gegen mechanische Einwirkungen zu schützen. Ein Geflecht wird aus mehreren (16 oder 24) Drahtbündeln, den sogenannten Fachungen, aufgebaut. Je nach Material erfüllt es unterschiedliche Funktionen:
- Kupfergeflecht zur elektromagnetischen Abschirmung
- Stahl- oder Textilgeflechte zum mechanischen Schutz
- Umlegungen für den Robotik Bereich
6 Mantelextrusion – Der äußere Schutz des Kabels
In diesem Schritt erhält das Kabel seinen Außenmantel. Dieser wird aus robusten Kunststoffen wie PVC, PUR oder TPE extrudiert und schützt das Innenleben vor Feuchtigkeit, Abrieb, Ölen und chemischen Einflüssen. Wir produzieren Mäntel von 3,5 mm bis 56 mm. Zur Verfügung stehen uns dazu ca. 80 Materialien in 40 verschiedenen Farben, welche je nach Anforderung in fast jede beliebige Form (Rund, Flach oder Profil) extrudiert werden können. Moderne Messsysteme überwachen während der Extrusion die Wandstärke, den Durchmesser und die Oberflächenqualität. Zum Abschluss wird die fertige Leitung auf Spulen oder Ringe aufgewickelt.

7 Kabelkonfektion – Vom fertigen Kabel zum anschlussbereiten Plug-and-Play-Lösung
Im finalen Produktionsschritt wird das extrudierte und geprüfte Kabel zur anschlussfertigen Leitung verarbeitet. Dazu wird es zugeschnitten, entmantelt und die Adern werden abisoliert sowie bei Bedarf mit Aderendhülsen versehen. Anschließend werden Kontakte und der gewünschte Stecker montiert.
Mit unseren modernen Produktionsanlagen verarbeiten wir eine Vielzahl von Leitungstypen und realisieren individuelle Verbindungslösungen für unterschiedlichste Anwendungen – von Schraub-, Crimp- oder Lötverbindungen bis hin zu vollvergossenen Systemen. Moderne Crimp- und Prüftechnik stellt dabei die elektrische und mechanische Zuverlässigkeit sicher.
Nach Funktions- und Zugprüfung wird die konfektionierte Leitung gekennzeichnet, verpackt und ist sofort einsatzbereit – exakt nach Kundenvorgabe.